 微控首页
微控首页

如何操作双主轴走心机
2026-05-14 
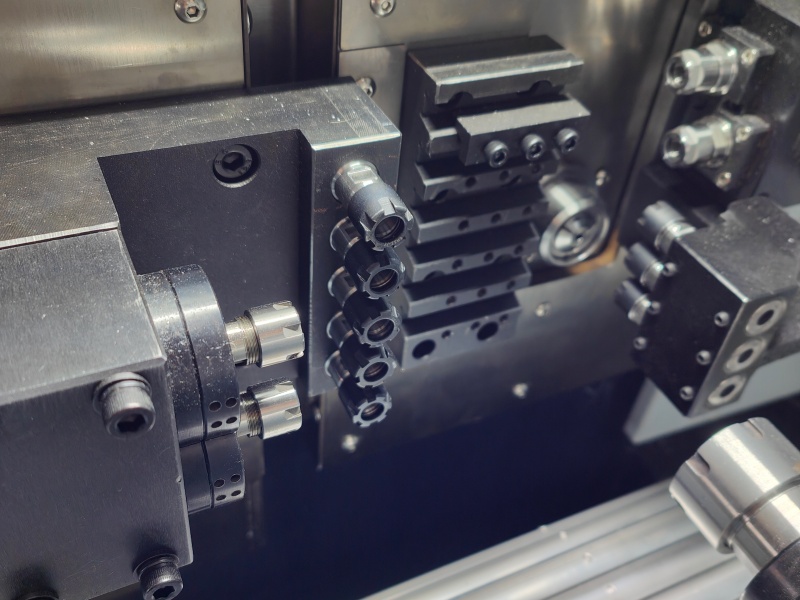
双主轴走心机是主轴与背轴可同时夹持工件两端进行加工,或在一端加工完成后自动传递至副主轴进行背面工序,实现无间断连续加工 。双主轴设计避免了工件掉头二次装夹,减少了定位基准转化导致的误差积累,提高了加工一致性和精度 。复合加工能力:配备多把车削刀具及动力刀具(如侧面动力头、端面动力刀具),可一次性完成外圆、内孔、螺纹、铣槽、钻孔等多种工艺,缩短制造工艺链 。对于新手而言,操作双主轴走心机可能会感到复杂,但只要掌握基本操作步骤和技巧,就能高效完成加工任务。#如何操作双主轴走心机#🔥
#双主轴走心机#的核心操作:开机回零→主/背轴分工→对刀→同步编程→自动加工,双主轴联动不停机,一次装夹做完正反面。
一、双主轴走心机开机流程
1. 开总电源→气压0.6MPa→液压/润滑启动。
2. 急停复位→回零(X/Z/C),主背轴都回零。
3. 装料:主轴夹前端、背轴夹后端,同轴度≤0.01mm。
二、主/背轴加工
B126运用是双主轴数控系统,充实的 NC 功能:常用功能标配化;刀尖 R 补偿,复合固定循环,刀具形状磨损补偿。坐标系切换(匹配与进口设备同等功能应用);
主轴(通道1):车外圆、端面、开槽、切断。
背轴(通道2):背面钻孔、攻牙、铣扁、二次夹取。
关键:背轴负责接料+后端加工,主轴不断料、不停机。


三、走心式数控车床对刀
主轴对刀(T01/T02…)
- MDI→主轴模式→调刀→手轮碰工件端面/外圆→输Z0/X直径到刀补。
背轴对刀(T11/T12…)
- 切到背轴模式→调刀→手轮碰背轴工件→输Z0/X直径到背轴刀补。
四、核心编程(20秒,直接套用)
双通道同步代码(微控630TB):
(主轴程序-O0001)
G00 X40 Z5 (主轴安全位)
M03 S6000 (主轴转速)
G114.1 R0 (主背轴同步:转速+角度)
G04.1 P1 (等待背轴P1同步)
... (主轴车削/切断)
G04.1 P2 (等待背轴P2完成)
M30
(背轴程序-O0002)
G00 X40 Z-5 (背轴安全位)
M03 S6000
G04.1 P1 (等待主轴P1同步)
G100 (背轴前进夹料)
... (背轴背面加工)
G04.1 P2 (通知主轴P2完成)
G0Z-100 (背轴退刀)
M30
- G0Z0:主背轴同步旋转(防扭转)。
- G04.1 Px:双通道同步等待,P1对P1、P2对P2。#走心机如何对刀#
五、双主轴走心机自动加工
1. 导入主/背轴程序→仿真检查干涉。
2. 单段试切→首件测尺寸(±0.005mm内)→调刀补。
3. 开冷却液→自动模式→双轴联动连续加工。#走心机# #广东推荐走心机生产厂家#
六、微控双主轴走心机避坑3点
- 背轴夹料压力适中,防夹变形。
- 同步转速一致(如6000rpm),防工件扭断。
- Z轴行程留安全间隙,防主背轴撞刀。
上一篇:没有了!
下一篇:没有了!
推荐文章
-
走心机是什么?详谈走心机动力头如何铣圆弧、送料机的安装方法
2026-06-25 -
如何操作双主轴走心机
2026-05-14 -
数控走心机好学吗?
2026-03-06
 2026-06-25
2026-06-25
走心机是什么?详谈走心机动力头如何铣圆弧、送料机的安装方法
 2026-05-14
2026-05-14
如何操作双主轴走心机
 2026-03-06
2026-03-06
数控走心机好学吗?



