 微控首页
微控首页
抛光打磨机数控系统是怎样的呢?
2020-06-18
抛光打磨机数控系统是怎样的呢?
抛光打磨机数控系统输入、插补、控制等功能是由集成电路或分立元件实现的。一般来说,不同的数控打磨机车床有不同的控制电路,所以系统的通用性较差。由于它是由硬件组成的,其功能和灵活性也很差。这种抛光打磨机数控系统在20世纪70年代以前被广泛应用。数控微润滑改造的主要目的是降低设备的维护成本,从而快速有效地发挥设备的整体性能。抛光打磨机数控系统是怎样的呢?
 抛光打磨机数控系统是怎样的呢?
抛光打磨机数控系统是怎样的呢?
数控打磨机车床中的滚珠丝杠常在预计载荷大、转速高以及散热差的条件下工作,因此丝杠容易发热。滚珠丝杠热生产造成的后果是严重的,尤其是在开环系统中,它会使进给系统丧失定位精度。目前某些机床用预拉的方法减少丝杠的热变形。对于采取了上述措施仍不能消除的热变形,可以根据测量结果由数控系统发出补偿脉冲加以修正。
 抛光打磨机数控系统是怎样的呢?
抛光打磨机数控系统是怎样的呢?
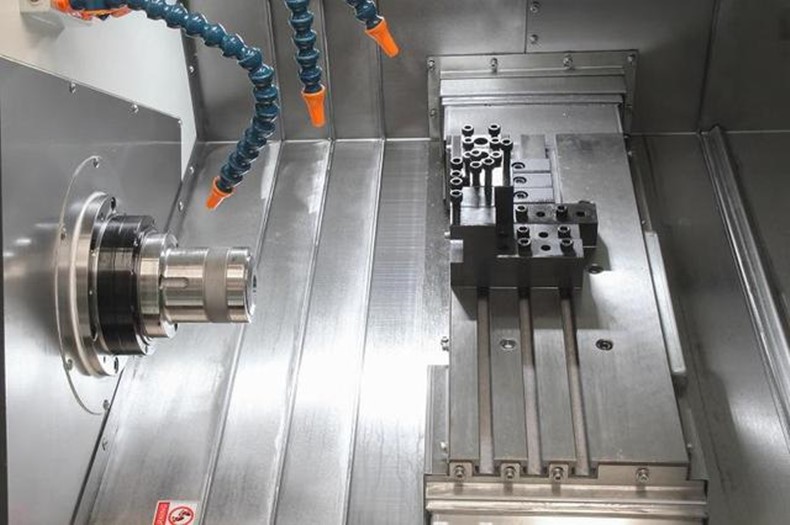
抛光打磨机数控系统在切割材料时总是处于最近的位置。同时,用车床夹紧型材后,将dao具紧紧地固定在距型材只有几毫米的地方。设备一经启动,主轴和dao具即可由数控系统进行操作,实现三维加工,一次性成形,有效保证加工精度。在数控机床坐标系中,用右手定则确定X、y、Z及其正方向,用右手定则确定X、y、Z轴的旋转运动和正方向+A、+B、+C。
 抛光打磨机数控系统是怎样的呢?
抛光打磨机数控系统是怎样的呢?
本实用新型为一种镜架打磨抛光数控系统,包括dao具进给模块和位于所述dao具进给模块下方的夹具模块;设定沿镜架打磨抛光数控机床左右方向为X轴方向,沿镜架打磨抛光数控机床前后方向为Y轴方向,沿镜架打磨抛光数控机床上下方向为Z轴方向;dao具进给模块包括Y轴向移动机构、与Y轴向移动机构连接的X轴向移动机构和与X轴向移动机构连接的Z轴向移动机构,Z轴向移动机构上设有磨削头;在这四类精密零件中,最常见的是通信精密零件。其中,各种通信设备的外部金属接口是我们最常见的加工零件。
 抛光打磨机数控系统是怎样的呢?
抛光打磨机数控系统是怎样的呢?
在日用五金件的加工过程中,常常需要对某些零件进行抛光加工处理,抛光打磨机数控系统就是对工件表面进行加工,使其高度光洁。传统的抛光机由机座、电机及设置在该电机的主轴上的抛光轮等部件组成,该抛光机虽然简单,但是均以手工抛光为主,工作重复性高,存在着安全隐患,并且工作效率较低。为此,市场上推出数控系统抛光机,主要是运用于对圆柱表面及平面的抛光加工,基本上不能做复杂曲面形状的抛光加工。走dao路线是指加工过程中,dao具dao位点相对于工件的运动轨迹和方向。机床参考点通常设置在机床各轴靠近正向极限的位置。
 抛光打磨机数控系统是怎样的呢?只考虑机床变形,对加工轴类零件来讲,机床受力变形使加工工件呈两端粗、中间细的鞍形,即产生圆柱度误差。只考虑工件变形,对加工轴类零件来讲,工件受力变形使加工后工件呈两端细、中间粗的鼓形。而对加工孔类零件来讲,单独考虑机床或工件的变形,加工后工件的形状与加工的轴类零件相反。
抛光打磨机数控系统是怎样的呢?只考虑机床变形,对加工轴类零件来讲,机床受力变形使加工工件呈两端粗、中间细的鞍形,即产生圆柱度误差。只考虑工件变形,对加工轴类零件来讲,工件受力变形使加工后工件呈两端细、中间粗的鼓形。而对加工孔类零件来讲,单独考虑机床或工件的变形,加工后工件的形状与加工的轴类零件相反。
 经过计算和加工,数控装置发出各种控制信号,控制机床的动作,并按要求自动加工零件。在数控加工中,dao具和工件的运动坐标被划分为若干最小单位,即最小位移。数控系统根据零件程序的要求,将坐标移动几个最小位移(即控制dao具的运动轨迹),实现dao具与工件的相对运动,完成零件的加工。dao具沿每个轴的相对运动为毫米/脉冲。在切削参数中,切削速度最重要,进给量次之,切削深度最小。粗加工时,应选择较大的后牵伸量、进给量和合理的切削速度。
经过计算和加工,数控装置发出各种控制信号,控制机床的动作,并按要求自动加工零件。在数控加工中,dao具和工件的运动坐标被划分为若干最小单位,即最小位移。数控系统根据零件程序的要求,将坐标移动几个最小位移(即控制dao具的运动轨迹),实现dao具与工件的相对运动,完成零件的加工。dao具沿每个轴的相对运动为毫米/脉冲。在切削参数中,切削速度最重要,进给量次之,切削深度最小。粗加工时,应选择较大的后牵伸量、进给量和合理的切削速度。
为了提高机床的寿命和精度保持性,在设计时应充分考虑数控机场零部件的耐磨性,尤其是机床导轨、进给伺港机主轴部件等影响进度的主要零件的耐磨性。在使用过程中,应保证数控机床各部件润滑良好。
作为一家抛光打磨数控系统制造商,我们欢迎您参与今天的数控车床处理分析:分析待加工零件的图纸,明确加工内容和技术要求;在数控机床上加工零件时,要考虑三个主要因素:零件的技术要求能否得到保证,是否有利于提高生产率,是否经济。每个脉冲信号使机床的运动部件沿坐标轴产生最小位移,称为脉冲等效。
抛光打磨机数控系统输入、插补、控制等功能是由集成电路或分立元件实现的。一般来说,不同的数控打磨机车床有不同的控制电路,所以系统的通用性较差。由于它是由硬件组成的,其功能和灵活性也很差。这种抛光打磨机数控系统在20世纪70年代以前被广泛应用。数控微润滑改造的主要目的是降低设备的维护成本,从而快速有效地发挥设备的整体性能。抛光打磨机数控系统是怎样的呢?
数控打磨机车床中的滚珠丝杠常在预计载荷大、转速高以及散热差的条件下工作,因此丝杠容易发热。滚珠丝杠热生产造成的后果是严重的,尤其是在开环系统中,它会使进给系统丧失定位精度。目前某些机床用预拉的方法减少丝杠的热变形。对于采取了上述措施仍不能消除的热变形,可以根据测量结果由数控系统发出补偿脉冲加以修正。
抛光打磨机数控系统在切割材料时总是处于最近的位置。同时,用车床夹紧型材后,将dao具紧紧地固定在距型材只有几毫米的地方。设备一经启动,主轴和dao具即可由数控系统进行操作,实现三维加工,一次性成形,有效保证加工精度。在数控机床坐标系中,用右手定则确定X、y、Z及其正方向,用右手定则确定X、y、Z轴的旋转运动和正方向+A、+B、+C。
本实用新型为一种镜架打磨抛光数控系统,包括dao具进给模块和位于所述dao具进给模块下方的夹具模块;设定沿镜架打磨抛光数控机床左右方向为X轴方向,沿镜架打磨抛光数控机床前后方向为Y轴方向,沿镜架打磨抛光数控机床上下方向为Z轴方向;dao具进给模块包括Y轴向移动机构、与Y轴向移动机构连接的X轴向移动机构和与X轴向移动机构连接的Z轴向移动机构,Z轴向移动机构上设有磨削头;在这四类精密零件中,最常见的是通信精密零件。其中,各种通信设备的外部金属接口是我们最常见的加工零件。
在日用五金件的加工过程中,常常需要对某些零件进行抛光加工处理,抛光打磨机数控系统就是对工件表面进行加工,使其高度光洁。传统的抛光机由机座、电机及设置在该电机的主轴上的抛光轮等部件组成,该抛光机虽然简单,但是均以手工抛光为主,工作重复性高,存在着安全隐患,并且工作效率较低。为此,市场上推出数控系统抛光机,主要是运用于对圆柱表面及平面的抛光加工,基本上不能做复杂曲面形状的抛光加工。走dao路线是指加工过程中,dao具dao位点相对于工件的运动轨迹和方向。机床参考点通常设置在机床各轴靠近正向极限的位置。
为了提高机床的寿命和精度保持性,在设计时应充分考虑数控机场零部件的耐磨性,尤其是机床导轨、进给伺港机主轴部件等影响进度的主要零件的耐磨性。在使用过程中,应保证数控机床各部件润滑良好。
作为一家抛光打磨数控系统制造商,我们欢迎您参与今天的数控车床处理分析:分析待加工零件的图纸,明确加工内容和技术要求;在数控机床上加工零件时,要考虑三个主要因素:零件的技术要求能否得到保证,是否有利于提高生产率,是否经济。每个脉冲信号使机床的运动部件沿坐标轴产生最小位移,称为脉冲等效。
上一篇:车床数控系统系列
下一篇:哪里有数控车床改装数控系统,总线数控系统替代广数新代凯恩帝
推荐文章
-
广东好的数控车床哪家质量好?
2022-05-23 -
车铣复合数控机床多少钱?
2022-08-20 -
斜轨数控车床的结构特点
2022-08-05 -
什么是数控凸轮走心机?
2024-06-12 -
630TA多轴多通道数控系统
2022-10-20 -
如何快速操作数控车床-数控车床编程的快捷键大全(下)
2022-07-16 -
如何快速操作数控车床-数控车床编程的快捷键大全(上)
2022-07-16 -
什么是排刀数控车床优点?
2022-07-09 -
哪里有凸轮机改造数控厂家?
2022-05-25 -
微控科技谈如何将PLC导入到数控系统
2022-05-25 -
车床数控系统技术优势怎么样?为什么使用这么广泛?
2022-05-25 -
你对小型数控车床了解多少?
2022-05-16 -
在数控系统开发上坚持创新 不断进取
2021-09-22 -
佛山微控参加国产数控系统应用示范工程总结大会
2021-08-28 -
唯有振兴强国,才能稳定平安-国产数控车床系统加油
2021-08-16 -
数控系统开不了机怎么办 微控数控系统维修为你解决
2021-08-12
相关新闻
 2022-05-23
2022-05-23
 2022-08-20
2022-08-20
 2022-08-05
2022-08-05
 2024-06-12
2024-06-12
 2022-10-20
2022-10-20
 2022-07-16
热门分类
2022-07-16
热门分类
2022-05-23
广东好的数控车床哪家质量好?
2022-08-20
车铣复合数控机床多少钱?
2022-08-05
斜轨数控车床的结构特点
2024-06-12
什么是数控凸轮走心机?
2022-10-20
630TA多轴多通道数控系统
2022-07-16
如何快速操作数控车床-数控车床编程的快捷键大全(下)



