 微控首页
微控首页

数控车床分类及对刀的技巧
2025-07-08数控车床作为现代制造业的核心设备,其分类方式多样,直接影响生产效率和加工精度。本文将从不同维度系统介绍数控车床的主要分类方法及其特点。
一、特殊应用类型
多轴联动设备:通过双主轴同步技术完成复杂曲面加工
专用自动化产线:如医疗骨钉生产线集成视觉检测实现无人化操作
重型加工单元:整体式床身设计可承重50吨,用于轧机等超大部件加工
随着数字孪生技术的发展,未来数控车床分类将更注重虚拟仿真匹配度。
二、按功能等级分类
经济型排刀机数控车床
普通车床加装简易数控系统,适合农业机械等IT8级公差要求的批量生产。
普及型排刀机数控车床
全功能标准机型,配备液体静压导轨等配置,是汽车零部件生产的主力设备。
超精密型排刀机数控车床
具备多轴联动和实时温补功能,如航天发动机喷管双主轴同步加工时可将热变形控制在3μm内。关键词:数控车床 斜轨数控机床 数控车床厂家

三、按主轴结构分类
立式数控车床
主轴垂直于水平面,配有大型圆形工作台,特别适合加工径向尺寸大、轴向尺寸较小的重型工件。其优势在于重力稳定作用使切削更精准,且工件装夹便捷。典型应用包括大型盘类、轮毂及套类零件的加工。
卧式数控车床
主轴平行于水平面,结构简单操作方便,适合常规回转体零件加工。细分类型包括水平导轨和倾斜导轨(斜床身)两种,后者通过45°床身设计显著提升排屑效率和加工稳定性,广泛用于汽车活塞、航空钛合金件等生产。
车削加工中心
在传统车床基础上集成C轴、动力头及刀库,实现车铣复合加工。典型案例包括高铁转向架的一次装夹多工序加工,有效减少重复定位误差。
四、按控制系统分类
开环控制系统
无反馈机制,采用步进电机驱动,成本低但精度有限,适合教学研发或低要求加工场景。
半闭环控制系统
通过编码器或光栅尺反馈电机运行数据,在成本与精度间取得平衡(可达IT8级公差),广泛应用于仪器仪表制造领域。
闭环控制系统
在工件或刀具端直接安装检测装置,实现纳米级补偿控制。卫星导航零件加工时需配合±0.5℃恒温环境,达到Ra0.2μm表面粗糙度。
数控车床的操作流程:
数控车床开机准备
启动电源开关,开启系统,松开急停按钮并复位解除警报
执行机床回零操作(部分机型非必须但建议),注意X/Z轴归零时避免尾座碰撞
热机5分钟(输入M03S100指令启动主轴低速运转),保证加工精度
刀具管理
检查刀片磨损情况,通过手动模式更换刀片
使用刀库正转/反转按钮调整换刀位置,注意X/Z轴移动避免超程
设置刀补:进入刀补面板→磨损界面→修改对应刀号补偿值
3. 进退刀技巧
快速走刀接近切削起点
切换切削进给时确保刀尖不与工件碰撞
毛坯余量较大时适当延长接近距离
三、编程关键要点坐标系设定采用G50指令设定工件坐标系(X为直径值)支持绝对值编程(X/Z)和增量值编程(U/W)混合使用直径方向默认直径编程,需半径编程时需修改系统设置进刀策略快速走刀接近切削起点后切换切削进给切削起点根据毛坯余量确定,确保刀具无碰撞风险典型编程示例: ``` G01X100.0Z50.0 (绝对) G01U60.0W-100.0 (增量) ```
四、日常维护重点定期检查润滑系统油路及油质关注伺服系统、电源电气等关键部件状态新机使用初期加强监测,磨合期故障率较高时需及时保修掌握这些核心操作技能,不仅能预防56%以上的常见故障(数据显示操作保养不当引发故障超半数),更能显著提升加工效率。建议操作者持续学习系统功能,结合实践深化对机床控制逻辑的理解。
关键词:数控车床 经验 技巧
数控车床如何对刀技巧:
数控车床对刀是数控车削加工中重要的比较复杂的工艺准备之一,它的精度将直接影响到加工程序的编制及零件的尺寸精度。多数数控系统对这项功能的说明书中,不涉及其工作原理,只是对操作方法和步骤有相应的提示,无法真正理解和掌握数控车床的对刀方法。
2 对刀的概念
一般来说,数控车床通电后的第一步就是进行回参考点的操作,如此有利于建立以参考点为原点的机床坐标系。该坐标系是数控系统执行的所有地址命令(x ,z)的依据。在实际的编程过程中,更多考虑的是工件坐标系,而不是机床坐标系。通常会把工件坐标系的原点定在工件右端面的中点,被叫做工件原点(或程序原点),加工程序就是依此坐标为依据编制的。未来只要把该程序输入系统,系统就会按照程序内的数据进行自动的加工。表面上,系统在执行程序中地址命令时是在执行工件坐标系的地址,但是其实它是在执行内部已经转换过的机床坐标系的地址。所以,要想依照机床坐标值对工件进行完全加工,只要明确工件原点在机床坐标中的位置即可。然而要想明确工件原点在机床坐标中的位置,必须通过对刀操作,并经过系统计算。所以,对刀的目的就是确定工件坐标系,它是一种把工件坐标系与机床坐标系关联在一起的操作。通常编程时会把工件右端面的中心设为编程坐标系的原点,而对刀时工件坐标系的原点需和编程坐标系原点一致。
3 对刀操作
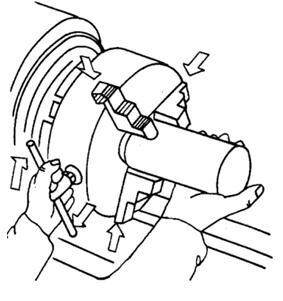
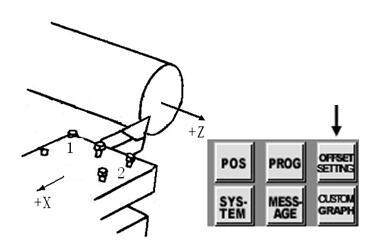
一般操作者最常用最好掌握的方法是采用手动试切对刀法。具体的操作步骤是,先进行零点偏置设置,手动对齐基准刀具到工件的右端面。若工件右端面不平整,必须用基准刀将工件右端面车削平整,然后手动退刀,并且仅仅在x方向退刀,z方向不动,把当前的刀具位置记录到零点偏置里。
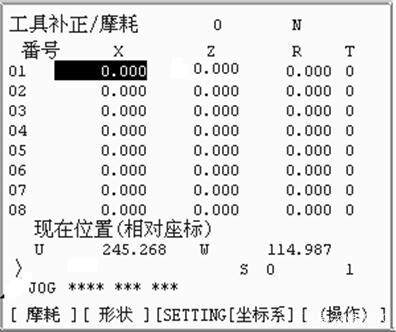
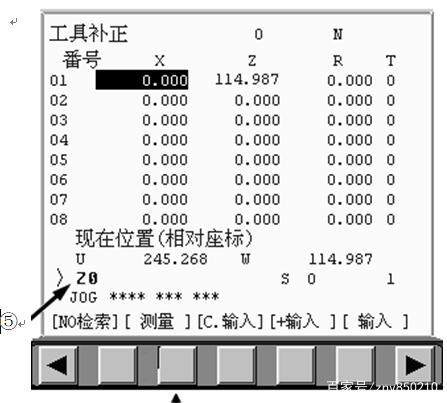
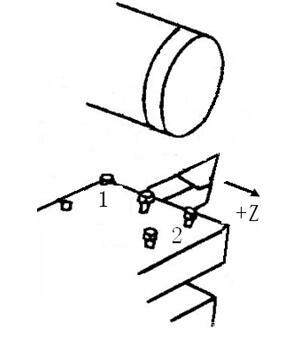
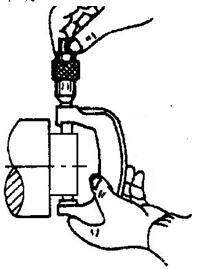
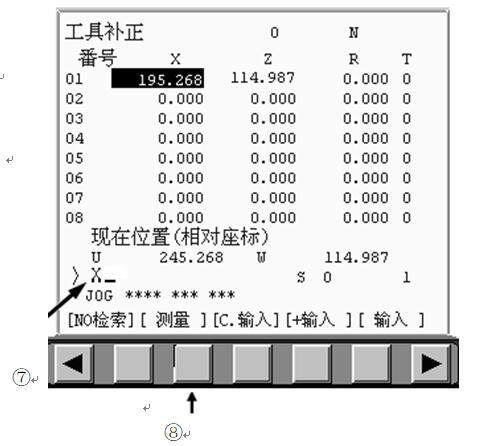
接下来对基准刀的x方向,将刀具的刀位点对齐到工件的外圆表面或者切一小段外圆,然后手动退刀,注意仅仅在z方向退刀,x方向不动,用游标卡尺或千分尺测量工件试切后的外圆的尺寸,根据这个尺寸计算出刀具的长度补偿值记入系统,这样基准刀具就对好了。其他刀具的对刀重复上述操作。对刀结束后,还要进行对刀正确性进行检验。检验的方法是用MDI方式将刀具上的对刀参考点移到工件的右端的外圆处,首先检验Z向对刀的正确性。在MDI方式下,输入T0101;G00Z0;按下insert键-循环启动键,再切换到手摇模式,保持Z不变,X方向摇刀具接近工件,看刀尖是否在端面上。接着验证X方向的正确性,在手摇模式下,输入T0101;G00X0;按下insert键-循环启动键,再切换到手摇模式,保持X不变,Z方向摇刀具接近工件,看刀尖是否在工件回转中心,如果在就说明对刀正确,否则说明对刀有误。
4 操作的经验与技巧
①巧用G01指令。G00指令一般用于刀具加工前快速定位或加工后快速退刀。在执行G00指令时,由于各轴以各自的速度快速移动,运动轨迹不一定是起点到终点的一条直线,并且速度较快,容易造成事故。为了避免事故的发生,在程序编制时,可以暂时用G01来代替G00,F值给一个较大的量,这样在调试过程中可以避免撞刀。②程序开头要写全。在程序头应该把一些模态指令写全,因为不同的系统默认值可能有区别。③选择合适的换刀点。换刀点是指编制数控车床多刀加工程序时,相对于车床固定原点而设置的自动换刀的位置。换刀点的具体位置应根据工序内容而定。为了防止换刀时碰撞到工件或夹具、尾座而发生事故,除特殊情况外,其换刀点几乎都设置在被加工零件的外面,并留有一定的安全区。④程序段号编写。写程序时要在每个程序段前编写程序段号,便于调试时辨认,增强可读性,而且程序段号间不要连续写,应有相应的间隔,便于在中间插入漏写的内容,比如:N10;N20;N30。如果N10和N20之间漏写了程序段,可以在它们之间补写N15程序段。
5 调试
程序调试时,首先从程序控制中选中空运行,空运行速度快,而且不做进给运动,其作用是检查语法错误。空运行通过后,将空运行取消,开始正式运行调试。这时要用一个手始终控制进给倍率旋钮以控制进给速度,当一个程序段快要运行到终点时,把倍率调低,待刀具越过转折点,确认行进方向正确后再调高倍率,这样做可以保证不会撞刀,当然,前提是程序中要把G00写成G01,等程序调试全部通过后再把G01改成G00。
6 按规定回参考点
加装相对编码器的数控车床在机床上电或断电后重新带电或故障排除复位后,要及时进行回参考点的操作,而加装绝对编码器则不会失去对参考点的记忆,为避免车刀与工件或机床碰撞,加装相对编码器的数控车床在以上情况下按规定先回参考点。
以上是数控车床的一些知识。
上一篇:什么是数控车床后端具有固定尖端和旋转尖端?
下一篇:数控滚齿机系统操作手册
推荐文章
-
数控走心机好学吗?
2026-03-06 -
数控机床加工尺寸偏差的七大原因及解决方案
2025-11-04 -
冬季如何选择合适自己的数控车床
2024-11-25 -
数控车床分类及对刀的技巧
2025-07-08 -
浅谈车铣复合数控机床常见问题与解决方法
2024-12-17 -
斜轨数控车床如何保持加工铝件的稳定性
2024-07-31 -
实用车铣复合数控机床特点、选型和建议
2024-05-06 -
新手入门选择数控车床有哪些注意的地方?
2023-02-03 -
如何确定小数控车床的几个坐标轴?
2022-10-09 -
关于小数控车床更换油液的注意事项
2022-09-15 -
什么是斜床身36型数控排刀机?
2022-06-14 -
如何选择高精度的小型数控车床?
2022-02-21 -
新手如何使用双主轴数控走心机?
2026-01-15 -
数控走心机的加工技术是什么
2026-01-15 -
数控走心机是什么?走心机的优势在哪里?
2026-01-15 -
*小型数控车床*效率与精度的完美结合!
2025-11-19
 2026-03-06
2026-03-06
数控走心机好学吗?
 2025-11-04
2025-11-04
数控机床加工尺寸偏差的七大原因及解决方案
 2024-11-25
2024-11-25
冬季如何选择合适自己的数控车床
 2025-07-08
2025-07-08
数控车床分类及对刀的技巧
 2024-12-17
2024-12-17
浅谈车铣复合数控机床常见问题与解决方法
 2024-07-31
2024-07-31
斜轨数控车床如何保持加工铝件的稳定性



