 微控首页
微控首页
什么是斜轨小数控车床?
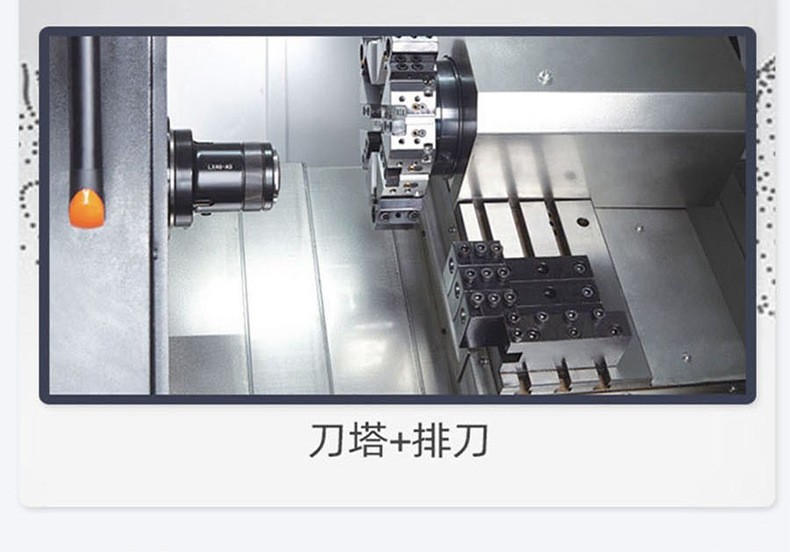
2022-04-11小型数控车床是一种高精度、效率高的自动化机床,体型小巧,但是功能却齐全。佛山微控科技生产的25机、36机、46排刀式数控车床就属于小型数控车床。配备多工位刀塔或动力刀塔,机床就具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。然后小型数控车床有斜床身和平床身之分。

平床身数控车床是从普通车床加以简单数控改造而来的,在自动化方面的考虑不全。
斜床身数控车床的布局直接可以影响X方向滚珠丝杆的间隙,重力直接作用于丝杆的轴向,使传动时的反向间隙几乎为零。平床身数控车床的X方向丝杆不受轴向重力影响,间隙无法直接消除。这就是设计给斜床身数控车床带来的先天精度优势。
通过加工精度来进行对比。数控车床的传动丝杆是高精度的滚珠丝杆,丝杆与螺母之间的传动间隙很小,但也不是说没有间隙,而只要有间隙,当丝杆向着一个方向运动后再反向传动时,难免会产生反向间隙,有反向间隙就会影响数控车床的重复定位精度,从而影响加工精度。
斜床身数控车床的刀具是在工件的斜上方往下进行切削,切削力与工件的重力方向基本一致,所以主轴运转相对平稳,不易引起切削振动,而平床身数控车床在切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。
小型数控车床的外形配置要求是怎样的呢?
小型数控车床防护罩是用来保护机床的。有很多种类。有风琴防护罩,铝帘、钢板防护罩,是导轨上所用的.还有丝杠上所用的丝杠防护罩包括:圆形,方形,多边形.这几种的做法又有所不同.有用钢丝支撑式还有缝合式.还有卷帘式防护罩和盔甲防护罩等等。
数控机床钢板防护罩常用的材质主要有A3铁板、1Cr13板、201不锈钢板等。
A3碳素结构钢旧钢号为Q235碳素结构钢。Q235普通碳素结构钢-普板是一种钢材的材质。Q代表的是这种材质的屈服限度,后面的235,就是指这种材质的屈服值,在235MPa左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途广泛。
风琴式机床导轨防护罩:专用材料制作,耐冷却剂,防水,防乳剂,防尘,防铁屑、砂轮末。硬用冲撞不变形,密封好,行走平稳,运行轻便。行程长压缩小,长度比值为1:10。除生产平面风箱式以外上面可带不锈钢片。
钢板式机床导轨防护罩:由钢板和不锈钢板制成的防护罩,质优寿命长,能防冷却液和乳液,防铁屑,密封好,能防工具的偶然事故,行走平稳,伸缩自如,坚固耐用。低速运行标准12m/min以下,中速运行标准25m/min以下,高速运行25m/min以上。
什么是小型数控车床的加工顺序?
数控车床厂家佛山微控科技觉得在数控车床加工过程中,加工对象复杂,特别是一些轮廓曲线形状以及位置有变化的,再加上材料、批量的不同增加了加工难度。所以在对具体零件制定加工顺序时,应该先进行具体分析和区别对待,灵活处理。这样才能保证加工顺序的和理性。从而提高生产效率,收获到高质量的产品。在编程时要充分考虑两个层面的问题,一是加工顺序,二是参数,如转速,进给量,切削深度。
加工顺序一般为:先钻孔,后平端。这样可以防止钻孔时缩料;先粗加工,后细加工;先加工公差大的然后加工公差小的。
顺序一般应按下列原则进行:
1、上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
2、先进行内形内腔加工序,后进行外形加工工序。
3、在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。
4、以相同定位、夹紧方式或同一把刀加工的工序应先连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
5、内外交叉对既有内表面(内型腔),又有外表面需加工的零件,安排加工顺序时,应先进行内外表面粗加工,后进行内外表面精加工。
以上就是小型数控车床的介绍,那么如何挑选合适的性价比高的小型数控车床呢?
购进数控车床等加工设备不仅应关注其使用性能,工作效率也是关键。在使用过程中,只有充分考虑影响数控车床各方面因素,才能使数控车床的能力得到充分的发挥。
一、制定合理的工艺路线,减少数控铣削的辅助时间
为了提高数控车床的效率,首先须认真分析数控车床,弄清零件的材料、结构特点和形位公差要求、光洁度、热处理等方面的技术要求,根据具体条件尽量提高加工效率,制定出合理的工艺。
二、选择恰当的刀具
选择刀具应考虑数控车床的能力、工序内容、工件材料等因素。数控车床所选择的刀具,不仅要求具有高硬度、高耐磨性、足够的强度和韧性、高耐热性及良好的工艺性,而且要求尺寸稳定、安装调整方便,并具有良好的经济性。尽可能选择通用的标准刀具,不用或少用特殊的非标准刀具。
三、合理安装夹紧工件,提高装夹速度
在数控车床上工件时,工件的定位安装应力求使设计基准、工艺基准与编程计算的基准统一;尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部表面;避免采用占机人工调整方案,以充分发挥数控车床的效能。对零件进行定位、夹紧设计以及家具的选用和设计等问题上要作全方面考虑。
四、使用专用的车床切削油,减少刀具的损耗
车床切削油含有切削专用添加剂成分,通过添加剂的释放可以有效的保护刀具,减少刀具的磨损并能提高工件精度。通过减少刀具的换刀次数来提高设备的运行时间,从而大幅度的提高生产效率。
上一篇:怎样提高数控排刀机的加工精度
下一篇:CK6136小型数控车床斜床身数控车床的偏心问题
推荐文章
-
数控凸轮走心机可以定制吗?
2024-11-05 -
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
2023-06-12 -
购买小数控车床如何验收?
2023-02-20 -
数控排刀车床是什么?如何调整数控车床的参数加工?
2022-12-27 -
数控车床对工件对模具的要求?
2022-08-26 -
什么是数控系统二次开发?
2022-08-26 -
什么是排刀式数控车床?
2022-08-11 -
36型4+4车铣复合数控机床有什么优势?车铣复合机床哪家好?
2025-02-14 -
什么是1107纵切数控凸轮走心机?
2024-10-16 -
数控排刀机需要保养吗?
2024-07-12 -
新手操作数控排刀机避坑的小技巧?
2024-03-21 -
数控车床M代码指令的应用
2024-03-13 -
广东数控车床厂家谈谈车床精度是什么?
2024-03-13 -
排刀数控车床最基本调试方法是什么?
2024-02-21 -
斜轨数控车床的加工过程是自动完成的吗?
2023-12-01 -
车铣复合数控车床结构特点
2023-10-06
 2024-11-05
2024-11-05
数控凸轮走心机可以定制吗?
 2023-06-12
2023-06-12
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
 2023-02-20
2023-02-20
购买小数控车床如何验收?
 2022-12-27
2022-12-27
数控排刀车床是什么?如何调整数控车床的参数加工?
 2022-08-26
2022-08-26
数控车床对工件对模具的要求?
 2022-08-26
2022-08-26
什么是数控系统二次开发?



