 微控首页
微控首页
买不到亿图的凸轮机数控系统,可以来这里看看
2021-06-17买不到亿图的凸轮机数控系统,可以来这里看看
什么是凸轮机数控系统呢?凸轮式数控车床分为简易自动车床和精密自动车床。他用在切削齿轮和加工零件上。控制着车床装有5把刀、刀架。无需手工操作,复杂零件可同步进行车外圆、球面、圆锥面、圆弧面、台阶、割槽、压花、钻孔、攻丝、板牙、切割等工序,全过程经一次加工即可完成。凸轮机数控系统按顺序为1号、2号、3号、4号、5号刀每组刀具架可装1-2把刀,1号与5号是车削外径,2、3、4主要是切槽、倒角、切断等工序。2根尾轴、2支钻头和1支丝锥、1只板牙同时进行切削加工,并可同时进行攻牙、铣牙、板牙、压花等加工。
反向间隙补偿支持,圆弧尖角补偿支持,双向螺杆误差补偿支持前馈补偿简易的有一根主轴,两组刀架,通过简易的一到两组凸轮来传动,可以前送料,也可后送料,加工程序简单,加工精度相对比较低,是一种替代仪表车床的简易自动车床。

精密自动车床有五组刀架,两个尾轴,一般通过多组凸轮来传动,采用后送料机构,可加工比较复杂的小零件,加工速度快,加工精度较高。尺寸控制精度高:机床主轴精度可达0.003mm、滑块微调由千分尺控制,尺寸控制精度可达0.005mm、主轴转速2000-8000RPM之内。切削进刀量最小可控制到0.005,零件的粗糙度(铜件)最小可达Ra0.04-0.08。
为什么要使用凸轮机数控系统?
凸轮机数控系统厂家觉得目前很多企业招工相当难找,特别是操作师傅。自动送料:送料机构自动向主轴送料,料完自动停车报警,加工过程无需人工看料,达到了全面自动化的生产制造过程。操作者一人可同时操作多台机。生产效率高:本机床通过凸轮控制加工过程,凸轮每转一个回转即完成一个加工过程。凸轮转速1.0-36转/分钟,可根据不同的加工零件进行调整,每分钟可加工30个零件左右,由于5把刀能同时进行切削加工,加工效率非常高,是一般CNC电脑车床和仪表车床无法比拟的。
精密型凸轮机数控系统分类是怎样的呢?
精密型凸轮机数控系统可分为走心式和走刀式两大类。
走心式自动车床的加工过程,是通过筒夹夹住加工材料,材料向前走动,而刀具不动,通过刀具的直线运动或摇摆运动来加工零件。此类自动车床加工细长零件尤为突出,最小加工直径可小于1mm,最长可加工到50mm。
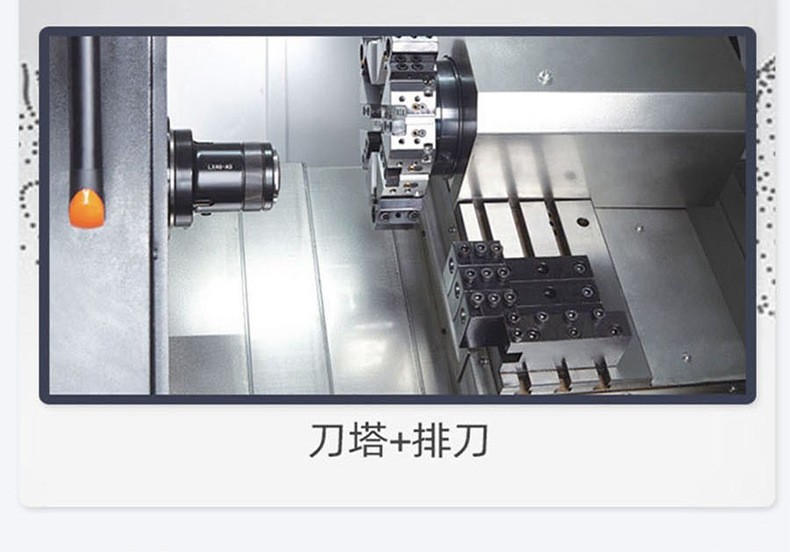
走刀式自动车床的加工过程,是用筒夹夹住材料,通过车刀前后左右移动来加工零件,与普通车床的加工方式相同。此类机床的加工范围比较大,可车加工比较复杂的零件,特别是铜件的加工,不但速度快,而且加工复杂的工件尤为突出。走刀式凸轮自动车床一般有五组刀架:按顺序分别称为一号刀,二号刀,三号刀,四号刀,五号刀,每组刀具架可装1~2把车刀。一号刀具组和五号刀具组是车削外径用,二号三号四号刀具组主要是作切槽、倒角、切断工件等工序。自动车床带有一个挡料阻臂,可作挡料(材料加工总长)、打中心孔、钻孔等加工工序。走刀式自动车床还带有两根尾轴,可用钻尾夹装夹钻头,丝攻,板牙,进行钻孔、攻内丝、套外丝的加工。此类自动车床带有一个重锺式简易的自动送料机构,一次装一根不超过3米的棒料。加工过程自动送料,料完自动停车并报警。凸轮走刀式自动车床装上5把刀、2支钻头或1支丝锥、1只板牙,可同时进行攻牙、铣牙、板牙、滚花等加工,无需手工操作,复杂零件可同步进行车外圆、球面、圆锥面、圆弧面、台阶、割槽、滚花、钻孔、攻丝、板牙、切割等工序,全过程经一次加工即可完成。
综上所述,国内常见的凸轮机数控系统的选择应该选择有自主开发能力的厂家,技术和工艺到位,高精度,节约人工。
上一篇:什么是数控车床系统的软件结构?
下一篇:数控系统当中开环、闭环和直驱是什么
推荐文章
-
数控凸轮走心机可以定制吗?
2024-11-05 -
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
2023-06-12 -
购买小数控车床如何验收?
2023-02-20 -
数控排刀车床是什么?如何调整数控车床的参数加工?
2022-12-27 -
数控车床对工件对模具的要求?
2022-08-26 -
什么是数控系统二次开发?
2022-08-26 -
什么是排刀式数控车床?
2022-08-11 -
36型4+4车铣复合数控机床有什么优势?车铣复合机床哪家好?
2025-02-14 -
什么是1107纵切数控凸轮走心机?
2024-10-16 -
数控排刀机需要保养吗?
2024-07-12 -
新手操作数控排刀机避坑的小技巧?
2024-03-21 -
数控车床M代码指令的应用
2024-03-13 -
广东数控车床厂家谈谈车床精度是什么?
2024-03-13 -
排刀数控车床最基本调试方法是什么?
2024-02-21 -
斜轨数控车床的加工过程是自动完成的吗?
2023-12-01 -
车铣复合数控车床结构特点
2023-10-06
 2024-11-05
2024-11-05
数控凸轮走心机可以定制吗?
 2023-06-12
2023-06-12
斜床身数控车床是什么?CK6136数控车床常见故障因素与解决计划方案?
 2023-02-20
2023-02-20
购买小数控车床如何验收?
 2022-12-27
2022-12-27
数控排刀车床是什么?如何调整数控车床的参数加工?
 2022-08-26
2022-08-26
数控车床对工件对模具的要求?
 2022-08-26
2022-08-26
什么是数控系统二次开发?



